Ready to start 3D printing with ABS filament but aren’t sure where to start? You’re not alone. ABS is one of the more difficult materials to use in 3D printing and needs the right print settings and environment for the best results.
In this article, we’ll cover what ABS is, when you should use it, and what settings you should use in your slicer. We’ll also touch on post-processing ABS, and what upgrades you can add to your machine to make your ABS prints look better.
What is ABS Filament?
Acrylonitrile Butadiene Styrene (ABS) is a petroleum-based thermoplastic used primarily in 3D printing and injection molding. ABS is used to make many different products, including electronics casings, car interior panels, lego bricks, and much more.
ABS is a strong, durable material that can withstand high temperatures. It’s also relatively easy to print with and has a low melting point, making it ideal for 3D printing.
In filament form, it’s one of the most popular 3D printing materials available and has several advantages over other filaments.
Why Use ABS Filament?
ABS is a heat-resistant filament that is often used when a 3D print needs to withstand environments with higher temperatures. It is a good material to use for parts that need to stay in hot cars, outside, or near heat sources. It has a softening point around 100°C, which is much higher than PLA (60 – 65 °C) and even PETG (80 – 85 °C).

With its high heat tolerances, ABS is one of the few 3D printing materials that can be placed in boiling water for sanitation. This makes it great for something that requires frequent sterilization like face shield mounts and other PPE items.
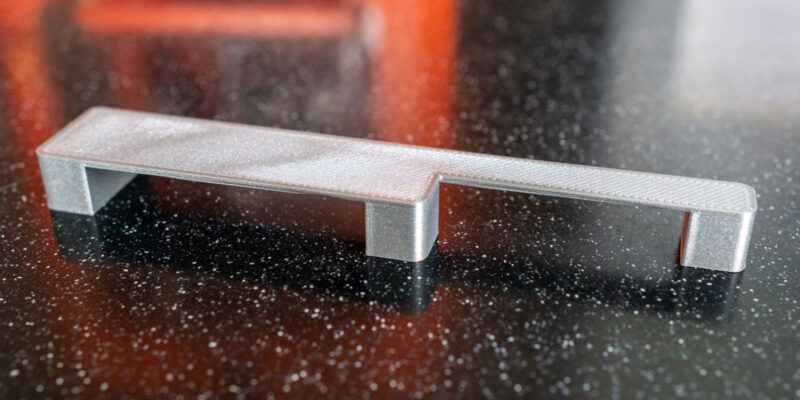
ABS is also a durable material that doesn’t easily break or shatter. This makes it ideal for 3D printed parts that need to withstand high impacts or be used in demanding environments.
Disadvantages of ABS
While ABS has its advantages over other 3D printing materials, it also has some drawbacks that make it unsuitable for some uses.
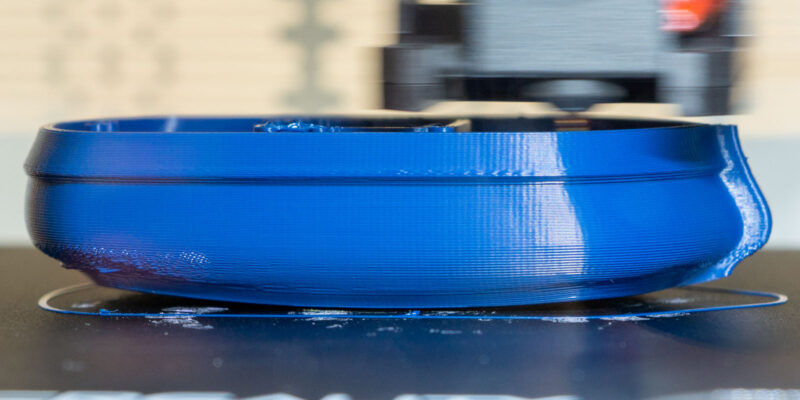
The biggest complaint with ABS is that it is difficult to print with. Even the best ABS filament has a tendency to warp and shrink, making it one of the more difficult materials to use in 3D printing.
ABS also has poor printing bed adhesion. It tends to lift off the build plate while printing, making it challenging to get good results unless you maintain a constant elevated temperature in the print chamber.

You will also encounter high levels of 3D printing fumes when printing with ABS. The fumes can be harmful to your health and should not be inhaled.
ABS prints are also prone to UV damage, moisture retention, and weak resistance against solvent-based chemicals. While the last is also seen as an advantage (it is what makes ABS so easy to smooth with acetone), it can also lead to a ruined ABS print if it comes into contact with a solvent unintentionally.
Printing ABS Without Warping
Enclosure
ABS needs to be printed at high temperatures and has a high shrinkage rate. This means that if the temperature of the 3D print drops during the printing process, the cooled parts of the print will start to shrink. This leads to warping, curling, and other print quality issues.
To avoid this issue, it is best to keep an ABS print consistently above a certain temperature. A 3D printer enclosure is ideal for this.
A 3D printer enclosure is a box or heated chamber that surrounds your 3D printer and helps to keep the temperature of your ABS print stable during the printing process. This can be a challenge without an enclosure because drafts of cooler air cause temperature instability.
There are many different types of enclosures available on the market, from simple boxes to complex chambers with built-in heaters. The simplest way is to buy an off-the-shelf enclosed 3D printer, but you can also build a DIY 3D printer enclosure.

If you’re looking to build your own enclosure, there are a few things to keep in mind. The enclosure should be large enough to fit your 3D printer and should not be flammable. It should also be well-insulated to maintain a consistent temperature.
Print Bed Material
While you can print ABS on a number of different surfaces, the easiest and most consistent results come from printing directly onto a piece of glass attached to your heated bed. The smooth glass gives the bottom of your parts a smooth surface and distributes heat well.
A glass print surface works best when a thin layer of glue or melted ABS is spread across the build plate. A PVA glue stick is usually enough to keep most prints stuck to an even printing bed so long as the heated bed temperature remains consistent, but we’ve also listed some more powerful alternatives below for those really stubborn prints.
Bed Leveling
When the build plate isn’t fully level, ABS is more susceptible to bed adhesion issues than other 3D printing materials. Getting the printing bed as even as possible will result in much better prints overall and save you a lot of hassle with failed and warping parts.
When the build plate is uneven, some parts of the first layer print closer to the print bed than others, making it harder for the part to stay attached. Leveling the printing bed ensures that all parts of the first layer adhere consistently and within the right distance.
Automatic or assisted leveling systems are best for keeping the build plate consistently level. Our go-to solution for this is the BLTouch leveling sensor, but there are other solutions as well.

If your 3D printer doesn’t have an automatic leveling system, you can use a manual leveling method like the 3-point leveling system. It is more time-intensive, but it works just fine with enough practice.
Bed Adhesion
First layer adhesion is incredibly important (and somewhat difficult to achieve) in order to prevent warping in ABS prints. There are many ways to ensure good bed adhesion, but one of the easiest ways to ensure a good bond with the build plate during printing is by using an appropriate adhesive on the bed.
The best bed adhesive for 3D printing with ABS filament is usually considered to be ABS slurry. It is possible to make this yourself and it produces a solid bond between your first layer and the print bed. ABS slurry is made up of ABS material dissolved in acetone. You can make it by cutting up your scrap pieces of ABS and letting them dissolve in acetone.
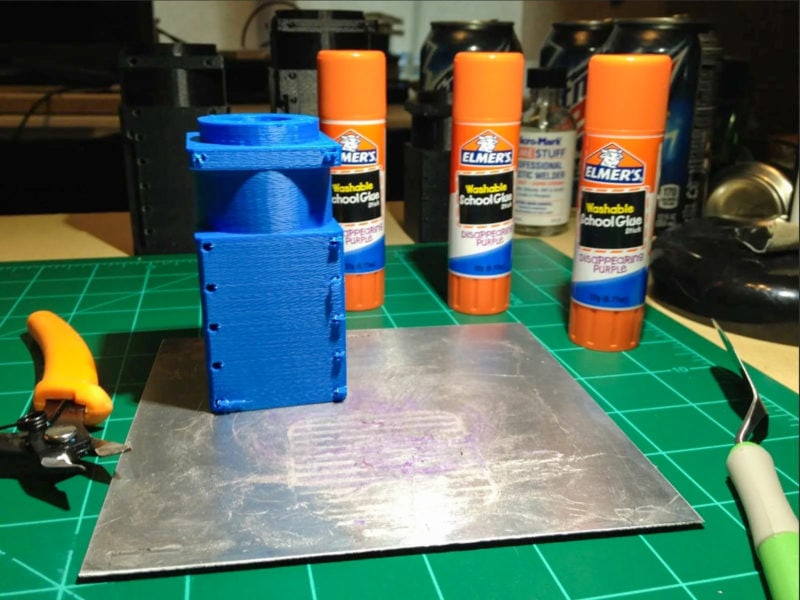
Another option is to use a PVA glue stick to help ABS adhere to the print bed. They are cheap, simple to use and don’t make a mess. Elmer’s has a variety of glue sticks well-suited for 3D printing.

Alternatively, you can also use the acetone from your vapor smoothing setup, if you have one. Even though it can be harder to tell when this acetone reaches the right ratio of acetone to ABS.
3D Gloop! is a ready-made solution for ABS bed adhesion. It’s a glue specifically designed for use in 3D printing and with 3D printed parts. Not only can it glue 3D prints, but it can also adhere your ABS prints to the bed while printing. Simply brush a thin layer of it onto the build plate before you start your ABS print.
They make a formula for both PLA and ABS, and while it is best to use the product designed for the material you are using, you can technically use the PLA gloop for ABS if that is all you have on hand.
Recommended Settings for 3D Printing ABS Filament
| Printer Setting | Value |
|---|---|
| Print temperature | 220°C – 250°C |
| Bed temperature | 90°C – 100°C |
| Bed surface | Glass with glue |
| Print speed | 40-60 mm/sec |
| Cooling fans | First layers off – 0-30% after |
| Enclosure | Yes |
| Retraction | 2-3 mm (direct drive) / 4-5 mm (Bowden) |
| Layer height | 0.2 mm |
| Storage | Airtight container when not in use / usually okay to leave out while in use |
Nozzle Temperature
ABS filament prints hot, which is one of the reasons it can be difficult to work with. Most ABS brands work with a printing temperature range of 220°C – 250°C. However, it’s also not uncommon for ABS brands to have a recommended printing temperature with an upper end of 260°C – 270°C.
It is worth noting that basic extruders have difficulties with printing temperatures above 240°C. This is because at that temperature the PTFE tubing inside the extruder starts to melt. Even if the heater cartridge in the hot end can reach even the highest ABS temperatures, you run the risk of damaging the extruder if you try to print at them.
This is why many users upgrade their printer to an all-metal hot end if it does not come standard. It is one of the most popular Ender 3 upgrades and Ender 5 upgrades you can do to improve either of these budget 3D printers.
Bed Temperature
Most brands of ABS filament have a recommended heated bed temperature within the range of 90°C – 100°C. Unlike PETG and PLA, 3D printing with ABS filaments requires a heated build plate. If the bottom layers don’t stay warm enough throughout the entire print process, they will start to shrink. This detaches them from the build plate and leads to warping and print failures.
ABS slurry can help with bed adhesion. If you are using it, you don’t need to worry about the heated bed temperature as much. However, if you are not using ABS slurry, it is important to keep the heated bed at a temperature that will keep your prints from warping.
Print Speed
ABS works with the same standard print speed as most other 3D printing materials at 40-60mm/sec. This is slow enough to ensure that the print quality won’t suffer while still being fast enough so that it does not excessively slow down your ABS print.
Cooling Fan Settings
Since ABS needs a high bed temperature to print correctly, it’s important to keep the cooling fan off during the first few layers. This helps with layer adhesion and prevents the bed temperature from dropping.
You can turn the cooling fan on to about 30% after the initial layers print, but it usually isn’t necessary.
The cooling fan settings do change depending on whether or not the 3D printer is in an enclosure with a heat chamber. If it is, a low cooling fan setting of around 30% is more helpful in keeping the heat consistent.
Retraction
Retraction is a bit more forgiving with ABS than a stringy filament like PETG. Usually, you can get great ABS prints by setting a direct drive extruder to 2-3mm retraction and a Bowden extruder to 4-5mm retraction. These settings can change between different ABS filament brands and 3D printers, so adjust them as needed if you notice any stringing or blobbing on your ABS print.
Layer Height
ABS works well with the standard 0.2mm layer height for a 0.4mm nozzle. Even so, just like with other 3D printing materials, changing the layer height while printing ABS can affect how long the print takes and what the print quality looks like. A shorter print height produces more detailed prints with less noticeable layer lines, while a taller layer height reduces print times and quality.
Brim and Raft
Brims and rafts are common ways to avoid warping with ABS since they help with bed adhesion. It is best to use brims and rafts to print ABS when your part does not cover a lot of surface area on the printing bed in the first layer. An example is a figure with just the feet touching the print bed.
Rafts are best when those small contact points happen inside the print, whereas brims are best when parts on the outer perimeter of the print need stabilization.
Draft Shield
A draft shield is an experimental feature in some 3D printing software options like Cura. It essentially prints an out case around the print to protect it from cold air drafts. The shield and the print are separate pieces, so the shield can easily be removed from the print bed and discarded.
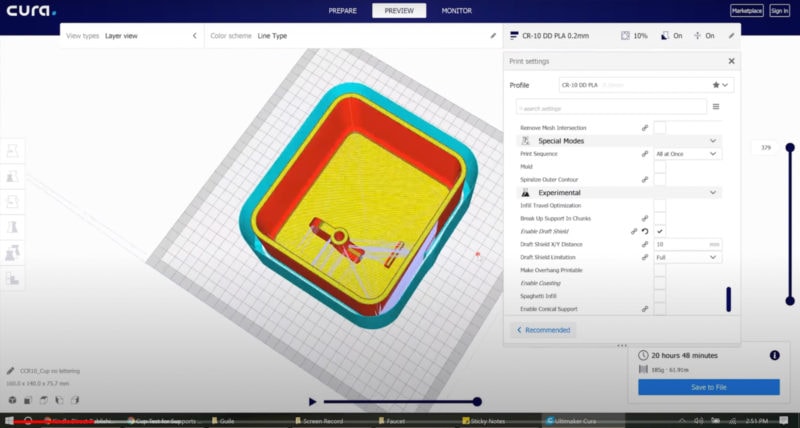
This is a good feature to try if you are consistently having trouble keeping your printing temperature stable when printing ABS.
ABS and Moisture Absorption
While ABS does absorb some moisture, it usually takes on much less than other printing materials like PETG. ABS also doesn’t degrade in water like PLA or PETG, so even if it does take on some moisture content, it is unlikely to ruin the structure of the material.
That said, even with ABS filament it is best to properly store it in a filament dry box. That way, you can avoid any moisture absorption that could cause printing problems.
Smoothing ABS
One of the biggest advantages of using ABS is its easy post-processing. Smoothing the layer lines is especially effective since ABS is a solvent-based material. As such, it reacts with solvent chemicals such as acetone. This makes it possible to use acetone to smooth the outer layers with acetone instead of sanding them.
This can be a huge time-saving tactic if you have several 3D prints to smooth. However, it is also somewhat dangerous depending on which method you use, and it requires working with acetone which is an irritant and requires protective equipment like gloves, glasses, and a respirator.
Cold smoothing is the safer option, but it takes more time to produce results. It requires putting a small amount of acetone in the bottom of the container, usually soaked up by napkins or paper towels, and putting your print on top of it on an elevated platform so that there is no direct contact. You then place a lid on the container and leave it until your prints are sufficiently smooth. This process can take anywhere from a few hours to a few days depending on the size of the model.

Vapor smoothing requires heating the acetone until it vaporizes, allowing you to smooth a part within seconds. However, it is extremely dangerous and we don’t advise trying it. Purchasing a smoothing station is a far better (and safer) alternative and will produce the same great results.
Recommended ABS Filament Brands
Our go-to ABS filament brands are Polymaker and Hatchbox. Both brands have a wide variety of colors and produce high-quality prints.


Prusament ABS is also a great option. It is a little more expensive than the Polymaker and Hatchbox brands. But it has a very high quality, great dimensional accuracy, and is easy to print with.
Troubleshooting ABS filament
There is a Nasty Smell During Abs Printing
ABS printing gives off a strong odor that some people find unpleasant. The best way to combat the smell is to print in an enclosed 3D printer. This will help to contain the fumes and make them less concentrated.
The Print is Warping
Warping is one of the most common problems with printing ABS. There are a few things you can do to try and prevent it: use a brim or raft, print in a draft-free environment, and make sure the bed is level and clean. If you are still having trouble with warping, you can try using an ABS slurry.
The Print is Stringing or Blobbing
If you are experiencing stringing or blobbing with your ABS prints, it usually means that the retraction settings are not set properly. Try adjusting the retraction settings for your direct drive extruder to 2-3mm and for your Bowden extruder to 4-6mm. You can also try decreasing the print temperature by 5-10 degrees Celsius.
I Can’t Get the First Layer to Stick
If the first layer of your ABS print isn’t sticking to the bed, you can try using an ABS slurry or increasing the bed temperature. If that doesn’t work, you can also try adjusting the bed level or angle.
Things to 3D Print With ABS Filament
ABS is a versatile printing material that can be used for a wide variety of applications. Here are some things you can 3D print with ABS:
- Prototypes
- RC car parts
- Functional parts
- Cosplay props and costumes
- Phone cases
- Tools
- Toy parts
- Camera mounts
- Household items
Is ABS or PLA Stronger?
PLA is better than ABS in both strength and stiffness. However, because of its low heat resistance, PLA is less ideal for prototyping purposes.
What Do You Use ABS Filament for?
ABS filament can be used for a wide variety of applications, including Prototyping, RC car parts, functional parts, phone cases, tools, toy parts, camera mounts, and household items. Because of its ease of post-processing, ABS is also great for creating a 3D printed helmet or 3D printing cosplay armor.
Which is Stronger, ABS or PETG?
PETG has increased strength and durability compared to ABS. It is also easier to print. The only reason to pick ABS over PETG is when you need increased temperature resistance or if you need to post-process your print by gluing or painting it.

Are ABS Fumes Toxic?
The fumes from ABS printing are considered toxic. Additionally, they can be unpleasant to breathe in. The best way to combat the smell is to print in an enclosed 3D printer. This will help to contain the fumes and make them less concentrated in the surrounding air.
What Temperature Should I Print ABS?
ABS prints best at temperatures between 220°C and 250°C. However, the exact temperature you use will depend on the type of printer you are using and the brand of filament you are using. You can figure out the optimal temperature by using a temperature tower.
Does ABS Filament Need Print Cooling?
In general, it’s best to leave the fan off when printing ABS plastic because too much cooling can cause warping and other problems.
Can You Print ABS Without a Heated Bed?
No, you can’t print ABS without a heated bed. The reason is that the filament needs to be kept warm to prevent warping. Without a heated bed the ABS print would cool down too quickly and would not produce the proper results.
Final Thoughts
ABS is a durable plastic that has a great heat resistance and easy post-processing methods. It’s great for parts that need impact, temperature, or certain chemical resistances. However, it’s also a difficult and frustrating material to print with.
Its high printing temperature, shrinkage rate, and propensity to warp mean it usually takes a lot of trial and error to get the perfect settings for your printer and brand of ABS filament. Beyond your basic print settings, adding an enclosure, heated chamber, and all-metal hot end can make working with ABS much easier.
Do you still have questions about 3D printing with ABS? Let us know in the comments!