To 3D print well with PETG filament, you need a nozzle temperature between 210°C and 250°C, a heated bed temperature between 70°C and 80°C, and a print speed of 60mm/s or less. Set the cooling fan speed at 0% for the first few layers and then on for the rest of the print if needed.
Ready to start printing with PETG filament but aren’t sure what settings to use for the best results? We have you covered! PETG is a material growing in popularity with the 3D printing community. Even so, some of its settings are very different from other materials, so it can be confusing to make the switch.
In this guide, we’ll look at the best print settings for PETG and the pros and cons of printing with this material. We’ll also cover when you should and shouldn’t print with PETG and how to troubleshoot some of the basic issues that arise with PETG.
What is PETG Filament?
Polyethylene terephthalate glycol (PETG) is a polyester-based thermoplastic often used in 3D printing for its durability and ease of use. PETG plastic is a slightly modified form of the PET plastics commonly found in food packaging. However, PET by itself is too brittle for 3D printing. Bonding glycol (G) to its polymers adds better flexibility and impact resistance.
PETG is a popular choice for food packaging, food containers, and industrial manufacturing. It has become more and more common in 3D printing over the last few years as a general catch-all filament choice as well.
Many filaments, like ABS and PLA, have well-known properties and behaviors. But PETG is still relatively new to the 3D printing community and thus unexplored territory for many users.
What is PETG Filament Best Used for?
PETG filament is a great choice for industrial parts that need heat and/or impact resistance. Since PETG is slightly soft, it is slightly flexible and impact resistant. That, paired with its high tensile strength, makes it ideal for parts that need high mechanical resistance.
Its high UV and heat resistance make PETG an excellent choice for items meant to be outdoors as well since the sun’s rays won’t degrade it. Even the heat in a hot car won’t melt it, unlike what happens to PLA filament.
PETG filament is ideal for projects that don’t need much post-processing. It has a high chemical resistance and it does not smooth with chemicals. Acetone smoothing, a popular technique for ABS, does not work with PETG.
PETG is also too soft to sand properly and doesn’t adhere well to things like paints. Either print your models in the right PETG filament color, or print them in PLA or ABS if you need to paint your 3D printed models.

PETG Print Temp: What Print and Bed Temperature Should You Use?
One of the reasons PETG filament is a popular choice for 3D printing enthusiasts is because it offers similar temperature resistance to ABS but at a lower printing temperature. The ideal PETG print temp is usually somewhere between 210°C and 250°C depending on the brand.
This means some PETG filaments work with a nozzle temperature similar to or the same as PLA. This is good news because it means that you don’t necessarily need an all-metal hot end on your 3D printer to print with PETG.
PETG does need a heated bed to print properly. However, the bed temperature is also usually set to a lower temp than other high-temperature filaments like ABS. Most PETG filament brands require a bed temperature between 70°C and 80°C to keep the first layer from warping.
For large PETG prints, you might also want to use a 3D printer enclosure or enclosed 3D printer. This will help to keep the heat inside the 3D printer and prevent your PETG prints from warping. Even the best PETG filament can be difficult to print if the environment is too cold and drafty.
What Speed Should I Print PETG at?
PETG usually prints best at a print speed between 40mm/s and 60mm/s. PETG is known for problems with stringing, so some users try to use a higher printing speed to correct this. However, high printing speed can seriously impact the overall quality of your print, so we don’t recommend exceeding a print speed of 60mm/s.
If you are having significant problems with PETG stringing, there are other settings you can and should try changing first to correct it.
What are the Best Retraction Settings for PETG Filament?
PETG is known for stringing and oozing. As such, good retraction settings are a must to ensure you get a clean print from your PETG filament. Retraction speed and distance are the two settings you will want to pay the most attention to.
Retraction speed is how quickly the 3D printer retracts the filament further into the nozzle when traveling between points. For PETG, a good retraction speed to start with is 25mm/s for most printers and filament brands.
Retraction distance is how far the 3D printer retracts the filament into the nozzle when traveling from one point to another. Retraction distance settings usually vary depending on the type of extruder your printer has. Bowden extruders need greater retraction for PETG and work best between 3-7mm. Direct-drive extruders usually need about 2-4mm.
Both these settings can vary from one machine to another (or one filament brand to another). If you notice issues with your print quality, you may need to try out different speeds and distances until you find the right one.
Does PETG Need Cooling?
PETG filament technically does not require a cooling fan to print, There are some situations where you might choose to use cooling to get certain results. Using the cooling fan while printing PETG gives the print a smoother surface finish but makes the print weaker. No cooling fan allows for better layer adhesion (thus stronger prints), but your 3D print won’t look as nice.
Some instances when you should opt to use cooling with PETG are on bridges and overhangs. These structures aren’t able to hold their shape long enough to cool on their own. Using the cooling fan at 70-80% fan speed on those sections prevents drooping.
Thin models with short layer times could also benefit from the cooling fan since they may not be fully dry before the printer starts laying down the next layer on top of them. In these cases, you should usually set your cooling fan to 20-50% fan speed to ensure a quicker dry time.
You should keep cooling completely off while your print is first starting, however. You want a few layers of material built up between your first layer and the fan to make sure the initial layer stays up to temp and adheres well to the build plate.
How to Store PETG
PETG is very sensitive to moisture, so it needs to be stored properly to maximize the life of your filament. PETG will absorb moisture from the humidity in the air. Since PETG breaks down in water, the quality and structural integrity of your filament will slowly degrade over time.
Wet filament is also hard on your nozzle and extruder, so keeping your PETG dry can help you avoid costly or time-consuming repairs. If you are looking to make money with your 3D printer, this is a key aspect to pay attention to.
PETG should be stored in an airtight container with desiccant. Using a filament dry box is also helpful in removing moisture from PETG and prolonging its shelf life.
What is PETG’s Glass Transition Temperature?
PETG’s glass transition temperature—the point at which PETG turns from a hard solid to a soft, rubbery state—is approximately 80°C. This makes it a much better choice than PLA for prints that need to withstand higher temperatures since PLA’s glass transition temp is about 60°C.
It is not, however, quite as good as ABS for heat resistance, since ABS’s glass transition temperature tends to be around 100°C to 110°C.


Recommended PETG Brands
Polymaker
Polymaker is a high-quality filament manufacturer that makes two different lines of PETG filaments: the PolyLite and PolyMax PETG filament lines. They both have a print temperature of around 230°C.
This makes it possible to 3D print them without an all-metal hot end. Instead, you can also use a PTFE-lined hot end.
This type of hot end is less expensive and easier to replace than an all-metal hot end, but it doesn’t have as wide of a temperature range. It can only safely reach up to 240°C. With Polymaker PETG, this is not a problem.
Polymaker uses Pantone color shading for their filaments, which is helpful for color consistency. PETG does not bond well to paints, so you want to make sure that the color you are printing in is the one you want.
The PolyMax is slightly stronger than the PolyLite. PolyMax only comes in two colors, however, making PolyLite the preferred line for non-industrial prints.

Hatchbox
Hatchbox is an affordable filament brand that offers an impressive array of colors for their PETG filament line, including transparent, opaque, and novelty shades like glow in the dark. It has a higher nozzle temperature range than Polymaker with 230°C-260°C, so it is best for printers with an all-metal hot end.
The thing that differentiates Hatchbox from other PETG filament brands is the fact that you can print it without a heated bed. This is due mostly to its superior layer adhesion, making warping in your 3D prints less likely.

Advantages

3D printing with PETG filament has many advantages. This is why a growing number of 3D printing enthusiasts have started to use it as their everyday general printing material. PETG has a printability similar to PLA, but with the durability of other high-temp filaments. Essentially giving it the best of both worlds.
PETG’s biggest advantage is that it is easy to 3D print with. While it has a slightly higher printing temperature than PLA, it still prints much cooler than other high-temperature filaments. It also has fantastic first-layer adhesion. As long as you get the first few layers right, you will have few issues with warping and curling on small-to-medium-sized prints.
Unlike when working with flexible filaments, like TPU, you won’t need a direct extruder for printing PETG. A Bowden extruder will perform just as well, even though you will likely spend more time fine-tuning the retraction distance.
PETG is durable and strong in many ways. It has a typical temperature resistance of about 80°C-85°C, which is significantly higher than PLA’s 60°C resistance.
Its polymers are somewhat soft, giving it some flexibility. This is part of what gives it its impact resistance. It is also UV resistant, chemical resistant, and has excellent tensile strength, making it a relatively strong 3D printer filament.
PETG prints with a glossy surface that looks quite striking on most models. It also has very little odor or 3D printing fumes, so it isn’t as toxic as some of the other filament choices like ABS and Nylon.
Disadvantages
As with anything, PETG also has some disadvantages for 3D printing. While its pros usually outweigh its cons, it is important to know both so you can know when to avoid using PETG for your project.
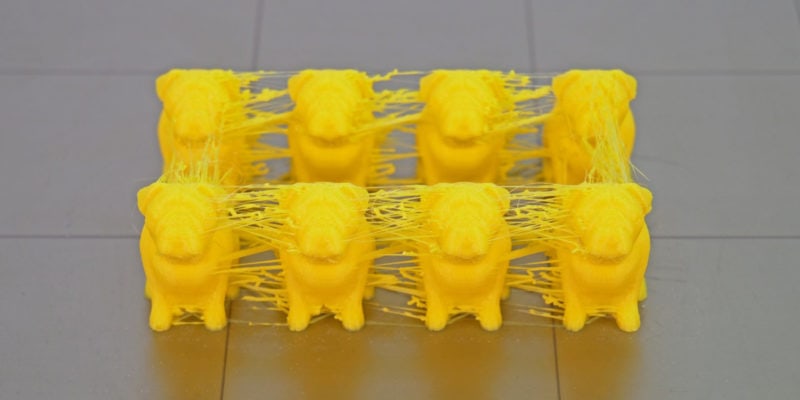
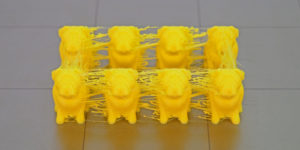
As we’ve already mentioned a few times, PETG stringing is a significant problem users can face when they print PETG. This comes down to your print settings, so once you dial in your printer’s settings, you can significantly decrease the amount of stringing you’ll see in your 3D prints.
PETG also tends to perform poorly with bridges and overhangs. It takes time to cool down, which often leads to bridges or overhangs on a print to start drooping. The fix for this is using the cooling fan to dry the layers more quickly, but that can compromise the layer adhesion and overall strength of the print.
While great bed adhesion is generally considered a good thing, PETG filaments sometimes have layer adhesion that is a little too good in its first layer. PETG prints can sometimes get stuck to the print bed when the nozzle is too close to the print bed. Some users may even be unable to remove the print from their PEI build plates altogether.
Supports are also difficult to remove. PETG’s great layer adhesion means the supports stick well to the prints. Some filament manufacturers make PETG that is compatible with certain water-soluble dissolving supports, but you typically need a dual extruder 3D printer for that. It’s usually better to just opt for a different material when possible for prints with a lot of support structures.
Troubleshooting
Poor Bed Adhesion and Warping
As we mentioned before, PETG usually has great first-layer adhesion. Even so, some factors can make it difficult for PETG to stick to the print bed or come unstuck later on in the printing process.
Uneven Print Bed
Like most 3D printing filaments, PETG does not stick well to an uneven print bed. When the bed isn’t level, some parts of the print are extruded from too far away to make enough contact with the build plate on the first layer. If you’re having issues with your print curling or warping, leveling your build plate should be your first step in trying to figure out the problem.
Just remember that PETG needs slightly more clearance between the print head and build plate than other 3D printing materials. Otherwise, the print can become stuck to the bed and damage your build surfaces.
Dirty Print Bed
If you haven’t cleaned your printer’s bed lately, it is likely coated with thin layers of debris, dust, and stuck-on filament. This build-up can keep your first layer from getting a good grip on the build plate. If you notice your PETG warping or curling up from the bed and changing the bed temp doesn’t fix it, try cleaning it.
Each type of print bed needs a slightly different approach for cleaning. Glass build plates need to be wiped down with some Windex and a clean cloth. PEI build plate surfaces come clean with a quick sanding using a fine-grit piece of sandpaper. If you use adhesives like hair spray or glue stick on your build surfaces, remember that you will need to clean them more often.
Too Much Cooling
If you are using the cooling fan while you print PETG, you might be causing your layers to cool too quickly. PETG has a very low shrinkage rate compared to ABS, but it does still contract slightly when it cools. Rapid cooling increases your shrinkage and doesn’t give your print enough time to properly adhere to the plate.
The easiest way to fix this issue is to turn off cooling for the first layers (or completely, depending on your print.) If you need to use some cooling, print your first few layers with the cooling fan set to 0% and raise the fan speed after. This will ensure that the fan doesn’t affect your initial layers directly, so they have a better chance of keeping temp until the print finishes.
Cold Print Bed

Another possible reason your PETG isn’t sticking is that the heated bed temperature is too low. When the heated print bed isn’t set to the correct temp, the extruded PETG material cools too quickly and shrinks slightly in size. This causes the print to come unstuck from the printer’s bed, making the edges curl up.
Fixing this issue comes down to figuring out what bed temp works best with your 3D printer and the PETG brand you’re using. Try doing a series of test prints in which you print the same object several times with the bed temperature increasing in increments of 5°C for each one. Use the manufacturer’s recommended range at first, but don’t be afraid to go slightly outside of it if that is what your specific printer needs.
Blobs and Zits
Blobs and zits are a common occurrence with PETG filament and they are most often caused by over extrusion. Blobs usually happen when the printer has to pause for a moment to start the next layer and oozes out a bit of extra material onto the print. However, they can happen at any point in the layer if the printer tries to push out more material than is needed.
This is one of the trickier issues to fix because over extrusion can be caused by several different things. Lowering your extruder flow rate, raising your retraction settings, and lowering your nozzle temperature can all help with blobs and zits. You may have to change these settings several times until you find the right setting for your machine.
Stringing
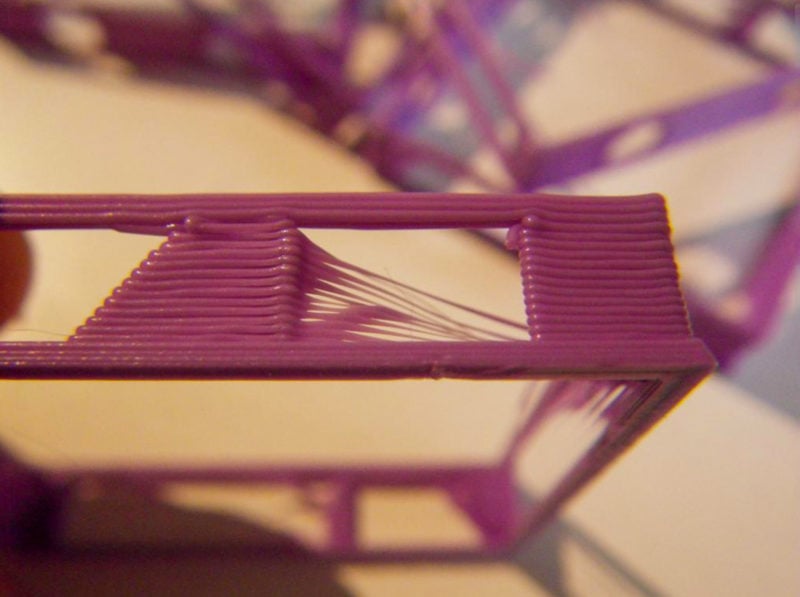
Stringing is one of PETG filament’s most common issues. Having your printing temperature set too high, using the wrong retraction settings, or having your travel speed set too low are all reasons you might be noticing more stringing than usual. Fixing these print settings in your slicer software should significantly decrease the amount of stringing you encounter.
If you want to learn more about solutions to PETG stringing, you can check out our dedicated article on the topic.
PETG Print Stuck to Print Bed
We mentioned early that PETG’s adhesion properties are sometimes a little too good, and prints can become stuck to the build surface. The most common reason for this is having too little space between the bed and nozzle, causing too much material to be pressed onto the bed.
PETG needs slightly more room between layers than other 3D printing materials, so you need to relevel your bed before switching to PETG to make sure you have left more nozzle distance than for other materials.
To remove a stuck print, try adding heat by turning on your heated bed and using a strong scraper to slowly pry it off. That is usually sufficient for removing any stuck-on prints.
Nozzle Collides With Part
Like we said above, PETG needs extra room on the early layers than other 3D printing materials. When you put too much material down, it not only raises the print, it also causes poor bed adhesion. The print lifts off the bed slightly and into the nozzle. Raising your Z offset slightly is an easy way to fix this issue.
Do You Need an All-Metal Hot End to Print PETG?
No, you don’t necessarily need an all-metal hot end to print PETG. However, if your PETG filament requires a print temperature above 240°C, then you’ll need an all-metal hot end to maintain that temperature.
An all metal hot end is also generally more durable than a plastic one. If you’re looking for a hot end that will last longer and be able to handle higher temperatures, then going with an all-metal option is a good idea.
Is PETG Hard to Print?
One of the easiest filaments to print, barring PLA. PETG has a high glass transition temperature, but it doesn’t warp as much as ABS and is less likely to deform after cooling. It also has good mechanical properties.
At What Temperature Does PETG Soften?
PETG starts to soften around 80 degrees Celsius. This means that if you’re going to be using it in an application where the temperature is likely to exceed this, you’ll need to take precautions to make sure it doesn’t melt.
How Do I Get PETG to Stick to the Print Bed?
Most brands of PETG will stick to a heated bed when printing. The recommended printing temperature for the bed is around 80-85°C. If you don’t have success getting PETG to stick to a plain glass surface, you can try applying blue painter’s tape or a thin layer of Magigoo or glue stick to the print surface.

Is PETG Toxic When Heated?
PETG is less toxic than other filaments when heated, making it a good choice for those looking for a safe option. However, it is still recommended that you work in a well-ventilated area and avoid breathing in the fumes.
What Layer Height is Best For PETG?
No less than 0.2mm. PETG is a great material for 3D printing and has many advantages over other materials, but it can be tricky to get good results with thin layers. Stick to 0.2mm and higher to ensure good print quality and avoid extruder jams.
Can Any 3D Printer Use PETG?
It depends on the specific brand of PETG and your 3D printer. Some printers can use PETG without any modifications, but other printers might require an all-metal hotend to print successfully. Before trying to print with PETG, always check with the manufacturer of both the PETG filament and your printer to make sure their nozzle temperatures are compatible.
How Do You Keep PETG From Sticking to the Nozzle?
To keep PETG from sticking to the nozzle, you can do a couple of things. Mainly, make sure to do a nozzle cleaning so that it is free of any debris. You can also make sure that you are using a good quality PETG filament with low levels of contaminants.
Final Thoughts
PETG is a fantastic 3D printing material for several reasons. Many 3D printing enthusiasts have replaced PLA with PETG as their everyday filament. It has great ease of use, tensile strength, and layer adhesion. It also has impact resistance, heat resistance, and chemical resistance.
While it can be difficult to dial in your 3D printer’s settings at first, once you find the right ones for your machine, PETG is a dream to work with.
Do you print with PETG filament already? What settings do you use to get the best results? Let us know in the comments!