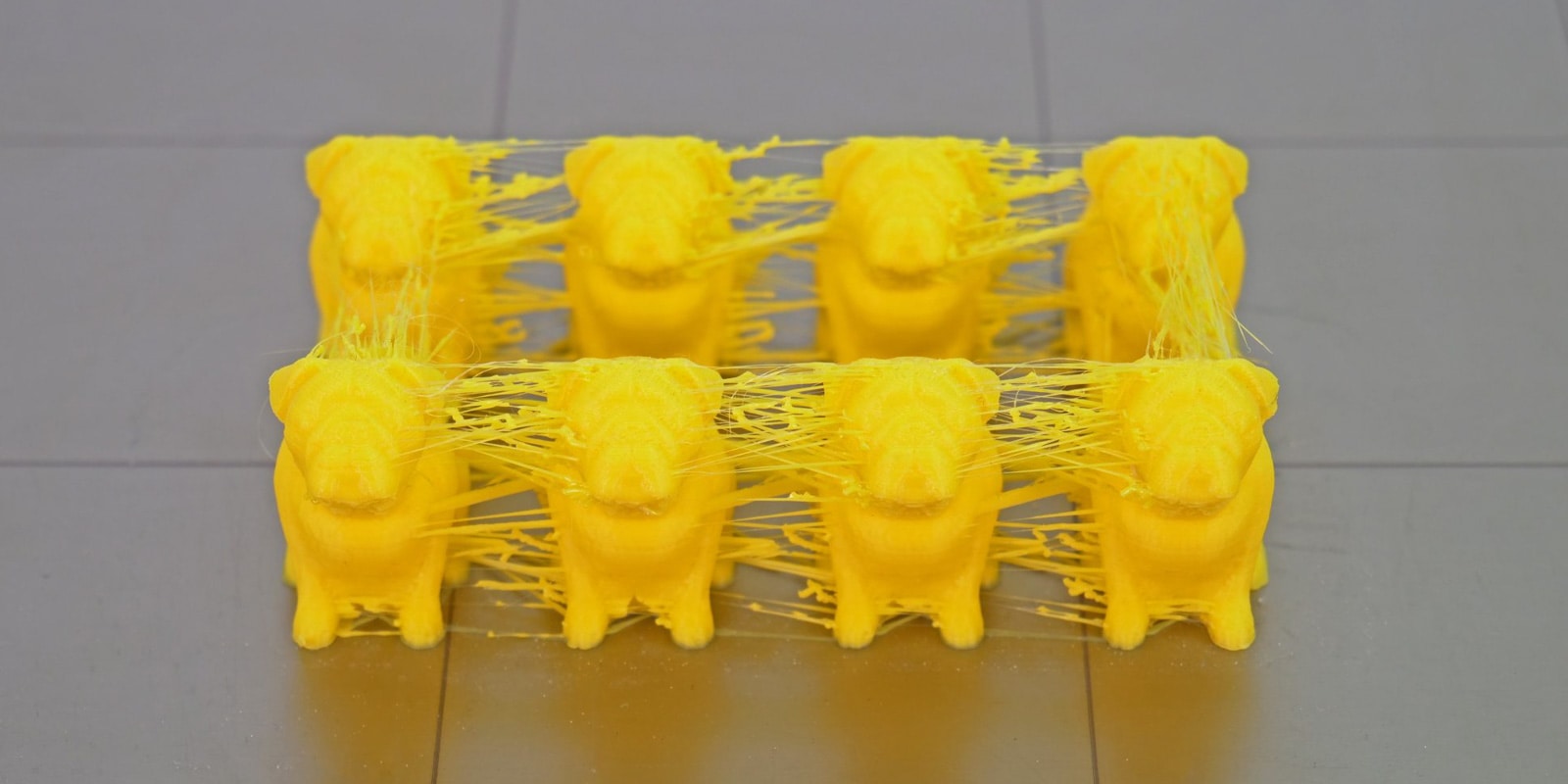

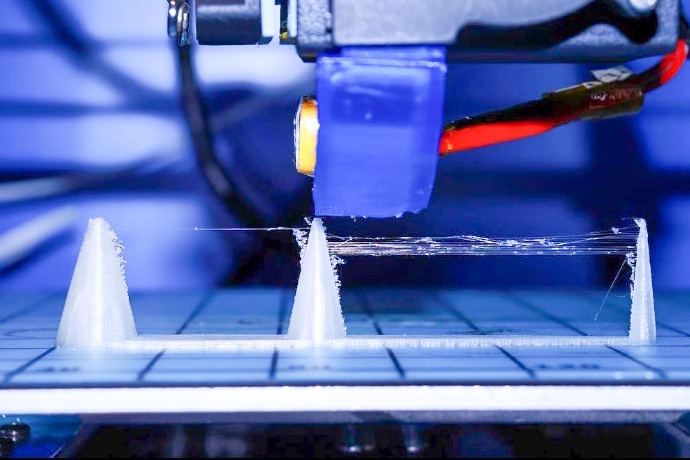
Stringing is an issue that happens often in 3D printing when a 3D printer has to travel over empty space to get from one part of a print to another. Thin strings of filament sometimes form between the two sections during this process. This can impact the print quality and surface finish of your 3D prints.
PETG is a great material that is a popular choice for 3D printing. It can withstand higher temperatures than PLA, has good adhesion, and usually isn’t too difficult to work with. Like any material, it also has some drawbacks.
PETG needs a high print temperature and certain hardware requirements like a heated bed and enclosure to print properly. It’s also prone to issues like stringing, blobbing, and uneven extrusion. You can avoid most of these issues by using the right print settings and adhering to proper filament storage protocols.
In this article, we’ll take a look at which 3D print settings affect PETG stringing and how to optimize them. We’ll also explore how to keep your PETG filament in good condition to get successful prints every time.
Print Settings to Prevent PETG Stringing
Nozzle Temperature
Getting the right nozzle temperature for your PETG filament is the first step to preventing PETG stringing. This process can take time to figure out. Running your extruder too hot makes the filament have too high of a viscosity. This increases the flow of filament from your extruder, leading to stringing and blobs when the nozzle has to travel from one part of the print to another.
The typical nozzle temperature range for printing with PETG filament is between 210°C and 250°C. However, this will vary depending on the brand of filament you are using and your own 3D printer. Check the manufacturer’s recommended printing temperature ranges to be sure. We recommend using a temperature tower to test the print quality at 5-10°C intervals to check which temperatures work best for your specific setup.

Retraction Speed
Your retraction settings are another important factor in reducing PETG stringing in your 3D prints. Retraction speed refers to how quickly the extruder retracts the filament when traveling from one area to another. Low retraction speed is the usual cause of oozing and stringing since the extruder does not retract back fast enough to stop the flow of filament.
A good starting speed for your retraction is 25mm/sec. However, the proper retraction settings will vary from 3D printer to 3D printer. You will need to experiment a little until you find the right settings for your machine. Use a test print in which you increase the retraction speed by 2-5mm/sec each time until you notice a sufficient improvement.
Retraction Distance
Another retraction setting that will take some testing to perfect is the retraction distance. The retraction distance is how far (in millimeters) the extruder retracts the filament into the nozzle. The lower the retraction distance is set, the less filament gets retracted each time the nozzle moves around. A low retraction distance leads to more extrusion and stringing than a high one.
Like retraction speed, you will need to experiment until you find the right settings for retraction distance. Use test prints to slowly increase your retraction distance. Do this until your PETG 3D prints have noticeably reduced stringing and blobbing.

Printing Speed
Print speed indicates how quickly the 3D printer’s print head travels while printing. Slower printing speeds usually result in better print quality. This is because the printer has enough time to extrude the material precisely where it needs to go. On the other hand, fast print speeds make it hard for the 3D printer to accurately extrude and place the melted filament.
But, when you have a PETG stringing or blobbing issue, increasing your print speed may help. This is because slow print speeds leave your extruder in the same place for a longer time, and your nozzle has more time to unintentionally leak filament. PETG filament typically has the best results when printed between 40-60 mm/s.
While you should test out your settings until you find the perfect speed, print speed shouldn’t be your first concern for PETG stringing problems. Having a fast print speed may help with stringing, but can cause other problems at the same time.
In general, it is best to not exceed a print speed of 60mm/s when printing PETG. Change your temperature and retraction settings first, and that usually gives you the biggest improvements.
Travel Speed
Different from print speed, your travel speed is how fast your nozzle moves when not printing. If there is open space between one part of your 3D print and another, your printer won’t actively extrude while traveling across the area. When your travel speed is too low, excess filament has more time to ooze out from one point to another, causing stringing.
Setting a fast travel speed reduces the amount of time your extruder is hanging over open air, giving it less time to ooze. PETG filaments work well with any travel speed, the higher the better.
Having a rigid 3D printer with little moving mass, like a CoreXY 3D printer, lets you 3D print with travel speeds of 200 mm/s or higher. Open-frame budget 3D printers, on the other hand, are often limited to travel speeds of 100 mm/s or less. While you could print at higher speeds with these 3D printers, you are likely to end up with ringing and other visual artifacts.
You can set your travel speed much faster than your print speed without worrying about a loss of quality. This is because it only affects areas that are not part of your print. Once the nozzle reaches the next part of your print, it will return to moving at your print speed.
Combing
Combing is a feature that allows you to adjust your travel paths so that your extruder never travels over empty space if possible. When you enable combing, your slicer software recalculates how the extruder will move. The new course ensures that it stays on paths within your actual print area as much as possible.
This can add to your overall print time, but it is an effective way to prevent PETG stringing. If changing retraction settings, printing temperature, and speeds have not reduced your stringing and blobs, combing can be an effective workaround.
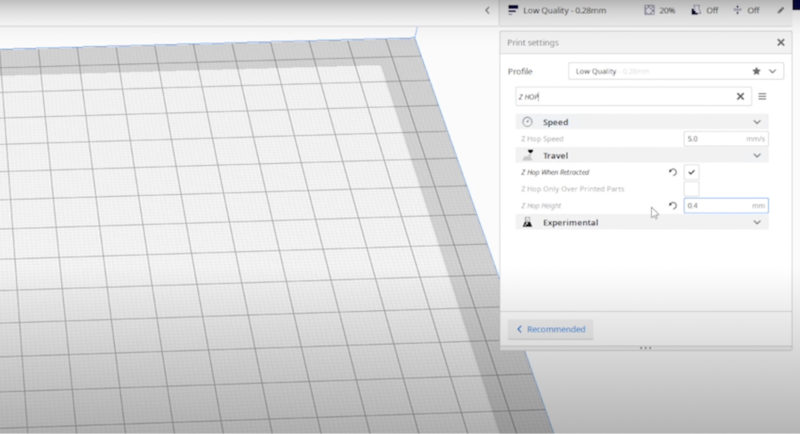
Vertical Lift
Vertical lift (also known as a Z-hop in some slicers) is a feature that creates distance between the nozzle and the 3D print during retraction. It does this by slightly lifting the print head (or lowering the build plate). This can help you avoid strings since the nozzle isn’t touching the print when it travels. That way, any filament oozing doesn’t have a chance to anchor to one part of the print and ooze material over to the next part of the print.
Coasting
If you’ve tried the other alternatives and still cannot find a solution to your PETG stringing and blobbing, coasting is another option to try. Coasting stops the extruder motor early when the printer is about to travel over empty space.
The idea is that any extra filament in the extruder that would normally cause stringing will be used to finish the current print section. This will empty the extruder before the printer reaches the end of the print section.
While this could work if your stringing issue is severe, it often creates a line of under extrusion in certain areas of your print. This causes both cosmetic and structural issues with that part of the print. Therefore, it is not at the top of the list of solutions for PETG stringing.
Wiping
Wiping is another feature that can be enabled in place of or in conjunction with coasting. The extruder travels around the print layer to “wipe” off any excess filament on the extruder before it makes a jump from one part of the print to the next. Since the nozzle is cleaned of any extra material, it is less likely to leave strings or blobs behind.
Other Ways to Prevent PETG Stringing
Use a Quality PETG Filament
Sticking with the best PETG filament brands can make a big difference in the quality of your prints. It reduces the amount of stringing, blobs, and other surface defects you’ll get during the 3D printing process. Reputable filament manufacturers use quality raw materials and high-grade equipment to make their products. This ensures more consistent print quality and an overall better 3D printing experience.

Filaments with good tolerances are helpful in preventing extrusion problems on your prints. The accepted standard for dimensional accuracy in most filaments is +/-0.05mm. This means the diameter can possibly measure 0.05mm smaller or larger than the marketed size at different points in the filament roll.
Cheap filaments usually have larger variations in their diameter than their listed tolerances. This causes uneven extrusion including PETG stringing and blobs. When the filament is larger in diameter than expected, the extruder feeds in more material than the 3D printer controller board thinks it does. With filament that is smaller in diameter than expected, it is the opposite.
Quality filament brands usually refine their tolerances even further. It is not uncommon for them to produce filaments with tolerances of +/-0.03mm or +/-0.02mm in the case of Prusament. With that level of precision, your extruder will feed much more evenly.
The raw materials used in cheap filaments can also be problematic. Low-quality plastics and additives cause inconsistent melting temperature and viscosity. This makes it very hard, if not impossible, to perfect your retraction, nozzle temp, and other settings.
Recommended PETG Filament
Overture PETG is our go-to PETG with +/-0.03mm tolerances, a 24-hour drying time before packaging, and a huge variety of colors. It also prints at a lower temperature than most PETG brands, recommending a range of 190°C-220°C for your extruder. Those are closer to PLA temperature ranges, making it easier for many 3D printers to maintain them.


Dry Your Filament
If you want consistent extrusion and a smooth surface finish on your 3D prints, it is important to dry your filament before 3D printing. Polyethylene terephthalate glycol (PETG) is hygroscopic, which means it will absorb water it comes into contact with (including the humidity in the air). PETG also breaks down in water. As such, moisture will actually degrade your PETG filaments over time.
If you print PETG that has water in it, it can cause a number of issues for both your prints and your 3D printer. The hot end vaporizes the water inside the filament, and the steam bubbles out of the melted filament to escape. These bubbles can get trapped on the surface of your finished part, or cause uneven extrusion, blobs, and stringing.
Drying or storing your PETG filament in a filament dry box, or running it through a dehydrator before 3D printing with it, solves a lot of these issues. Doing so will remove any moisture that may be present in the plastic.

It is a good idea to do this even if the spool is new. Sometimes 3D printing filament gets exposed to moisture in the manufacturing facility or during storage or shipping. This is less of an issue with high-quality filaments (these are wrapped with desiccant), but it is still a possibility.
Clean the Nozzle
To prevent PETG stringing, it helps to ensure your nozzle is clean of debris, clogs, and excess material before 3D printing. Also, try to remove any extra material from the outside of the nozzle while the 3D printer is running whenever you can. This will not only help with PETG stringing and blobs, but it can also give you cleaner first layers and better overall layer adhesion.
Debris and gunk built up on the outside of the nozzle can catch on the melted material during 3D printing and drag it along as it travels. Use a wire brush to carefully clear off any layers of burnt materials around the nozzle. You should also remove any bits of melted filament from the tip before use to reduce stringing and other surface issues.

Feedrate Calibration
Figuring out the maximum feed rate for your extruder can help you determine the right speeds to use with your printer based on your extruder’s capabilities. Feed rate typically refers to the speed of all axes, including the extruder. It works evenly along all axes, ensuring that the flow rate and the extruder motor speed up to match the x-y movements so that the correct speed and extrusions are maintained at all times.
Maximum feed rates refer to how fast your extruder can reliably run. You can do a simple calibration on your extruder to define the optimal and maximum speeds for your machine. The easiest way to calculate it is to increase the extruder motor speed 1mm/sec at a time until your extruder starts to skip or unevenly extrude. You can find a detailed guide here for the Ender 3 Pro and Duet Maestro or a more generic guide on calibrating with a controller.
What Causes PETG Stringing in 3D Printing?
Moisture absorption is the most common cause of excessive stringing with PETG filament. However, anything that affects the extrusion rate or viscosity of the melted plastic can cause stringing. Another common culprit behind strings and blobs is your 3D printer settings. Factors like printing temperature, retractions, and travel speed are especially important.
Should I Use Different Settings for Bowden Extruders vs Direct-Drive Extruders?
Not really. Bowden extruders sometimes do need more aggressive retraction settings than direct-drive extruders. That isn’t always the case though. Follow the tips we gave earlier in the article to adjust each setting on your specific printer to find what settings work best for you.
Does PETG Need More Retraction?
PETG does not necessarily need more retraction than other materials, but it can help to reduce stringing and improve print quality. If you are experiencing stringing with PETG, try increasing the retraction distance and speed to see if that helps.
How much you need to increase them will depend on your printer, nozzle, and filament. Start with small increases until you stop seeing your PETG stringing.
How Do You Stop Blobbing in PETG?
The best way to stop blobbing in PETG is by ensuring that your printer is properly calibrated and that your PETG has not stored excess moisture. Also, make sure that you are 3D printing with the correct temperature and speed settings. If you are still having issues, try increasing your retraction speed or distance.
Is PETG Hygroscopic?
Yes, PETG is hygroscopic, meaning it absorbs water from the air. This can cause the material to become brittle and break down over time. It’s important to store PETG in a dry, well-ventilated area to prevent this from happening.
Can PETG Be Smoothed?
PETG can be smoothed if you have the right tools and know-how. However, it’s a notoriously difficult material to work with and most people find it more trouble than it’s worth. There are a few techniques that can be used to get decent results, but they require a lot of patience and skill.
Is PETG Always Clear?
No, PETG is not always clear. Depending on the manufacturing process and the specific formulation of the material, PETG can be translucent or opaque. However, even when it is opaque, PETG typically has a higher degree of clarity than other plastics such as polystyrene (PS) or polypropylene (PP).
How Toxic is PETG?
PETG is a safe and non-toxic plastic. It has been tested by the FDA and found to be safe for food contact. It is also free of BPA, phthalates, and other harmful chemicals. In that regard, PETG scores just as high as PLA, and significantly better than ABS and TPU.
Keep in mind, however, that your PETG 3D prints are likely to experience bacteria buildup in-between layer lines. Similarly, if you buy PETG filament from less reputable brands, you might end up with PETG with toxic contaminants.
Final Thoughts
Stringing is a common problem with PETG 3D printing filament and can really reduce your print quality. Finding the correct settings for your 3D printer is the most important part of getting PETG prints with a smooth surface finish. Each combination of 3D printer and filament have their own unique needs and settings.
Printing temperature, retraction, and speed are all settings you can adjust if your PETG starts to string or blob. Use a quality PETG brand like Overture to reduce extrusion issues. Also, make sure to keep your 3D printer nozzle clean and your filament stored in a dry box when not in use.

Do you still have questions about your PETG filament stringing? Let us know in the comments!